Étalonnage DAkkS-DKD

La surveillance permanente de la précision optimale des mesures des systèmes employés est extrêmement importante pour une assurance qualité sans faille. En effet, seuls les instruments de mesure étalonnés garantissent l’obtention de résultats pertinents et corrects.
Les mesures permanentes et l’usure qui en découle peuvent modifier la précision de mesures de manière imperceptible. Par conséquent, il est nécessaire d’étalonner régulièrement les appareils de mesure à l’aide d’étalons traçables.
Nous effectuons l’étalonnage de vos étalons et de vos appareils de mesure selon la norme ISO/CEI 17025, sur votre site ou au sein de notre laboratoire d’étalonnage DKD, accrédité par l'organisme d'accréditation allemand DAkkS. La traçabilité directe de l’instrument de mesure et des étalons au Physikalisch-Technische Bundesanstalt (PTB, institut de métrologie national de la République fédérale d'Allemagne) vous permet de garantir la capacité de l’instrument de mesure et d’obtenir des mesures ou des étalonnages au plus haut niveau métrologique.
Vos avantages
- Preuve de la capacité des instruments de mesure
- Conformité aux normes, aux directives et aux certifications
- Traçabilité directe aux normes nationales de vos étalons et appareils de mesure
- Reconnaissance internationale
- Spécification de l’incertitude de mesure
- Certificats sûrs en matière d’audits
- Confiance et crédibilité quant à l’exactitude des résultats de mesure
- Fiabilité des processus
Les étalonnages DAkkS-DKD constituent la solution idéale pour les opérateurs des instruments de mesure ayant besoin d’un niveau élevé de sécurité, de précision et de fiabilité.
Certification selon la norme
ISO 17025
Reconnaissance internationale
Certification ILAC
Résultats fiables
Traçabilité aux étalons nationaux
- Laboratoire d’étalonnage DKD
- Prestations d’étalonnage et étalons
- Normes et directives
- PTB, DKD, DAkkS
- Glossaire
Laboratoire d’étalonnage DKD accrédité par le DAkkS
Le laboratoire d’étalonnage DKD D-K-15030-01-00 de JENOPTIK Industrial Metrology Germany GmbH est accrédité par l’organisme allemand Deutsche Akkreditierungsstelle GmbH (DAkkS) depuis 1980 selon la norme ISO/CEI 17025. Il travaille de manière indépendante et dispose d’étalons prescrits et calibrés par l’institut allemand Physikalisch-Technischen Bundesanstalt (PTB).
Chaque mesure sur des étalons inconnus et sur des appareils de mesure se réfère à ces étalons de référence et est traçable aux étalons nationaux au sens de la norme ISO 9000. Un certificat d’étalonnage DAkkS-DKD reconnu à l’international confirme les résultats dans le cadre de la convention ILAC.
Afin de garantir que les systèmes utilisés pour vos mesures fournissent des résultats corrects et uniformes, il est important de les faire contrôler régulièrement par un laboratoire d'étalonnage accrédité et de les ramener ainsi aux normes nationales. Ce processus vous garantit une sécurité maximale : les valeurs mesurées sont pertinentes et les incertitudes de mesures sont très faibles.
Champ d’application de l’accréditation
Le champ d’application de l’accréditation de notre laboratoire d’étalonnage DKD a été progressivement étendu depuis la première accréditation de 1980. Il comprend actuellement les paramètres suivants :
- Rugosité – EN ISO 21920 incluse
- Étalons de réglage de la profondeur
- Systèmes de mesure de rugosité
- Étalons de forme
- Étalons de contour
- Étalons d’arbres à cames
- Appareils de mesure d’arbres (Opticline)
Télécharger le certificat d’accréditation DAkkS
À quelle fréquence un instrument de mesure doit-il être étalonné ?
Il n’y a pas de prescription relative à la fréquence d’un étalonnage, laquelle peut varier d’un mois à plusieurs années. Cette fréquence dépend des facteurs suivants :
- Remplacement de composants de l’appareil
- Fréquence d’utilisation
- Exigences relatives à l’incertitude de l’instrument de mesure
- Stabilité de l’instrument de mesure
Il doit néanmoins être procédé immédiatement à un réétalonnage si une usure est constatée ou en cas de soupçon de dommages cachés. De courts délais permettent à l’utilisateur d’améliorer le niveau moyen de qualité.
Laboratoire d’étalonnage DKD | Chronologie
Nous élargissons en permanence notre gamme de prestations depuis la première accréditation de notre laboratoire d’étalonnage, en 1980.
- 1977 | Fondation du Deutscher Kalibrierdienst (DKD) par le ministère de l’Économie, la Fédération de l’industrie allemande (BDI) et le Physikalisch-Technische Bundesanstalt (PTB)
- 1978 | Hommelwerke GmbH dépose une demande de création d’un organisme d’étalonnage DKD
- 1980 | Le 23 septembre, Hommelwerke GmbH est l’une des 30 premières entreprises à obtenir le certificat de confirmation pour l’exploitation d’un centre d’étalonnage (DKD 2401) des paramètres de rugosité Rmax, Rz et Ra.
- 1992 | Extension du champ d’application de l’accréditation à la profondeur de rainure Pt
- 1994 | Seconde extension aux paramètres de rugositéRpk, Rk, Rvk, Mr1 et Mr2, à la profondeur de rainure Pt jusqu’à 100 µm et à la diminution des incertitudes de mesure des caractéristiques Rmax, Rz et Ra
- 1996 | Troisième extension aux systèmes de mesure de rugosité et diminution de l’incertitude de mesure de la Pt
- 2002 | Quatrième extension au paramètre de rugositéRSm, aux paramètres de rugosité selon la norme SEP 1940 et à la diminution des incertitudes de mesure des paramètres Rmax, Rz et Ra ; accréditation pour les paramètres de forme écart de circularité, étalons de mesure de circularité de plat de cylindre, écart de rectitude et de parallélisme
- 2008 | Cinquième extension aux caractéristiques de contour des étalons de contour : distances latérales, distances verticales, rayons et angles
- 2010 | Passage de l’accréditation DKD au DAkkS. Sixième extension aux étalons de rugosité superfine et diminution des incertitudes de mesures pour toutes les caractéristiques de contours
- 2015 | Septième extension aux étalons de cames avec 14 caractéristiques différentes
- 2023 | Huitième extension aux étalons de réglage de la profondeur jusqu’à 5 500 µm de profondeur, aux paramètres de rugosité selon la norme ISO 21920, aux appareils de mesure d’arbres et diminution des incertitudes de mesures des paramètres de rugosité et de l’écart de circularité
Des directives strictes pour des résultats sûrs
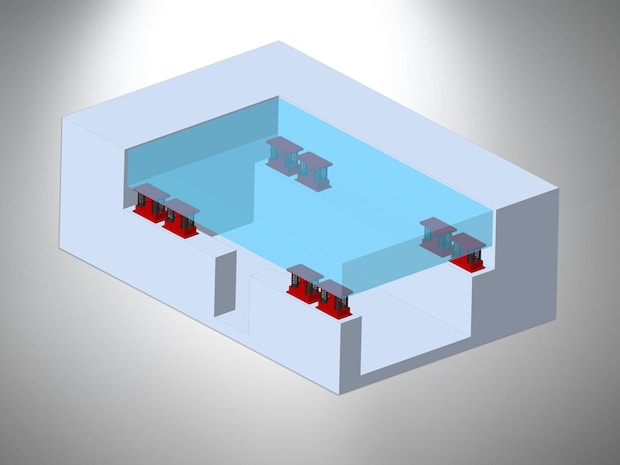
Minimisation des vibrations grâce aux ressorts équipant la base
Le fonctionnement de notre laboratoire d’étalonnage DKD est effectué en conformité avec les normes de qualité les plus strictes, dans une salle de mesure climatisée à vibrations réduites.
Des experts accrédités effectuent des visites de contrôle sur place et à intervalles réguliers. La capacité du matériel et du personnel qualifié doit être prouvée lors de ces contrôles.
Prestations d’étalonnage et étalons
Notre laboratoire d’étalonnage DKD délivre des certificats d’étalonnage DAkkS-DKD pour les étalons de rugosité, de forme, de contour et à came. Il est également possible d’effectuer un étalonnage DAkkS-DKD chez le client pour des appareils de mesure d’arbres et de mesure de rugosité. Le certificat documente l’état de l’appareil de mesure au moment de l’étalonnage.
Les mesures DAkkS-DKD sont réalisées à l’aide d’étalons traçables prescrits par le PTB, ce qui garantit l’uniformité et l’indépendance des résultats de mesure. S’il s’avère qu’un étalon ne peut être calibré, nous pouvons vous fournir de nouveaux étalons.
À l’heure actuelle, l’accréditation DAkkS n’est pas possible pour certains étalonnages, notamment pour les systèmes de mesure de rugosité équipés de capteurs à patin ou pour les appareils de mesure de forme. Nous vous proposons néanmoins des prestations d’étalonnage haut de gamme pour ces appareils. Pour ce faire, notre personnel formé utilise exclusivement des étalons traçables au Système d’unités internationales (SI).
Nous établissons des certificats d’étalonnage usine ou des rapports de contrôle usine pour les paramètres non accrédités ou pour vous proposer une alternative plus économique. Quant aux étalonnages en dehors du domaine de spécialité de notre laboratoire, nous collaborons également avec des laboratoires d’étalonnage DakkS-DKD externes sélectionnés.
Certificat d’étalonnage DAkkS-DKD
- Numéro unique
- Bref descriptif de la procédure de mesure
- Étalons de référence utilisés
- Normes appliquées
- Présentation des résultats accompagnés des incertitudes de mesure
Les certificats d’étalonnage DAkkS-DKD sont reconnus à l’international dans le cadre de la convention de l’ILAC (International Laboratory Accreditation Cooperation).
Prestations d’étalonnage pour étalons
Étalons de rugosité
Certificats d’étalonnage DAkkS-DKD pour étalons de rugosité
JENOPTIK Industrial Metrology Germany GmbH présente les plus faibles incertitudes de mesures accréditées DAkkS dans le domaine de la rugosité.
L’étalonnage de vos étalons est effectué dans notre salle climatisée à vibrations réduites, sur le banc de mesure DAkkS-DKD et selon la procédure des instruments de mesure de rugosité. Pour ce faire, nous utilisons les étalons traçables prescrits par le PTB. Les caractéristiques des différentes profondeurs de rugosité accréditées DAkkS sont comprises entre 0,015 et 20 µm. Votre étalonnage est effectué conformément à la norme ISO 4287/13565 et, en option, selon la nouvelle série de normes ISO 21920.
Les étalons de rugosité sont utilisés pour l’étalonnage global et le contrôle des systèmes de mesure de rugosité, les deux types d’étalons les plus courants étant les étalons de géométrie et de rugosité.

Étalons de géométrie
- Type C (ISO 5436-1)
- Étalonnage selon la norme ISO 4287 ou ISO 21920
- Étalonnage et ajustement de l’agrandissement vertical, de la mesure horizontale de profils, de l’uniformité de la fonction d’avance et de la fonction de transfert du capteur de rugosité
- Structure de profil périodique et régulière, de forme sinusoïdale
- Extrêmement pratique, manipulation aisée
- Grandes surfaces de mesure généralement, grandes homogénéité et reproductibilité, d’où les faibles incertitudes de mesure
- Économique
- En acier dur, parfaitement adapté aux mesures avec capteurs à patin
- Valeurs d’étalonnage : Rmax, Rzx, Rz, Ra, RSm
- Avec certificat d’étalonnage DAkkS-DKD
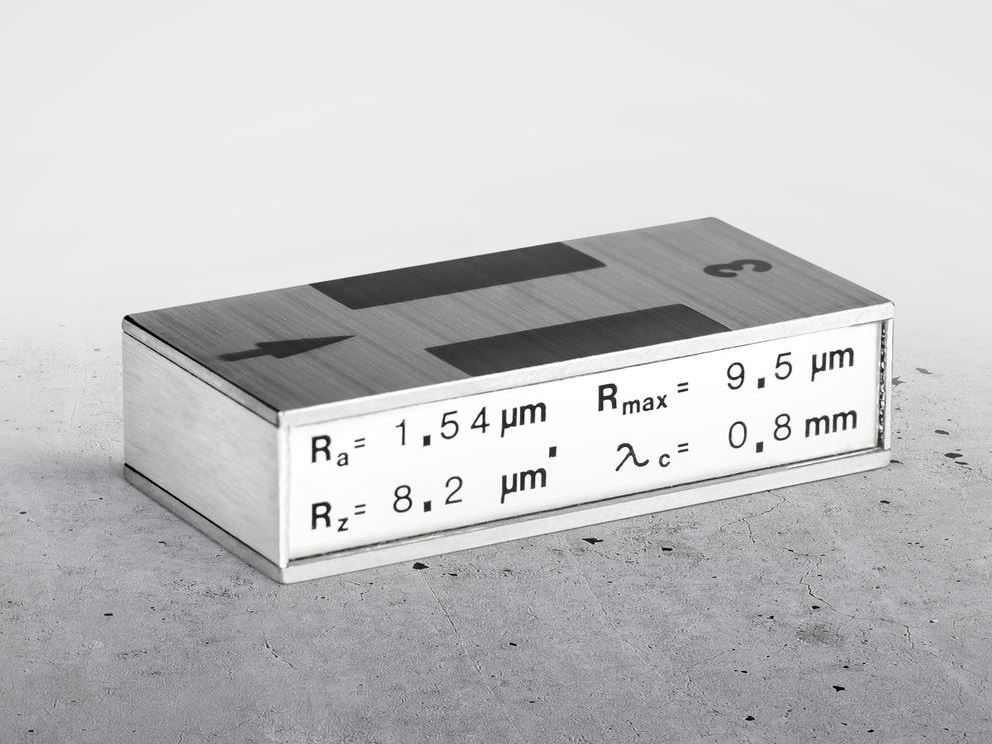
Étalons de rugosité
- Type D (ISO 5436-1)
- Étalonnage selon les normes ISO 4287 et ISO 13565 ou ISO 21920
- Étalonnage du système de mesure de rugosité, contrôle de l’exactitude des réglages de longueur d’onde de coupure et du type de filtre de longueur d’onde
- Profil de surface apériodique et irrégulière qui découle de la pratique
- Écarts de surface tels que l’ondulation et la rugosité avec différentes amplitudes, longueurs d’onde et positions de phases
- Valeurs d’étalonnage : Rmax, Rzx, Ra, Rk, Rpk, Rvk, Mr1, Mr2, Rmrk1, Rmrk2
- Avec certificat d’étalonnage DAkkS-DKD

Étalons pour tôles fines
- Type D (ISO 5436-1)
- Étalonnage selon la norme EN 10049 ou SEP 1940
- Étalonnage et contrôle des paramètres du rugosimètre mesurés à l’aide d’un capteur à deux patins selon la norme EN 10049 ou la fiche de contrôle fer-acier SEP 1940.
- Structure de profil apériodique et irrégulière, sans ondulation gênante ou valeur aberrante (pointes)
- Valeurs d’étalonnage : Rz, Ra, RPc
- Avec certificat d’étalonnage DAkkS-DKD
Aperçu des étalons et des prestations
Étalons de réglage de la profondeur
Certificats d’étalonnage DAkkS-DKD pour étalons de réglage de la profondeur

JENOPTIK Industrial Metrology Germany GmbH présente les incertitudes de mesure accréditées DAkkS les plus faibles et les plages de mesure les plus importantes (jusqu’à 5 500 µm) dans le domaine des étalons de réglage de la profondeur.
L’étalonnage de vos étalons est effectué dans notre salle climatisée à vibrations réduites, sur le banc de mesure DAkkS-DKD et selon la procédure des instruments de mesure de rugosité. Pour ce faire, nous utilisons les étalons traçables prescrits par le PTB. Les profondeurs accréditées DAkkS sont comprises dans une plage de 0,15 à 5 500 µm. L’étalonnage de la valeur Pt est effectué conformément à la norme ISO 4287 ou ISO 21920, et celui de la valeur d selon la norme ISO 5436-1.
Étalons de réglage de la profondeur
- Type A (ISO 5436-1)
- Étalonnage selon la norme ISO 4287 ou ISO 5436-1
- Valeurs d’étalonnage Pt ou d
- Étalonnage et ajustement de l’agrandissement vertical et de la détermination de la reproductibilité des rugosimètres
- Grande homogénéité, donc reproductibilité
- Très faibles incertitudes de mesures
- Traçabilité directe avec le système d’unités international SI
- Seul laboratoire au monde accrédité pour les profondeurs jusqu’à 5 500 µm
- Incertitude de mesure ≥ 0,012 µm
- Avec certificat d’étalonnage DAkkS-DKD
Aperçu des étalons et des prestations
Étalons de forme
Certificats d’étalonnage DAkkS-DKD pour étalons de forme
L’étalonnage de vos étalons de forme est effectué à l’aide d’appareils à broche rotative à axe Z de mesure, sur le banc de mesure DAkkS-DKD de notre salle climatisée à vibrations réduites. Il est possible de déterminer tous les paramètres de forme courants.
Nous faisons la distinction entre deux types d’appareils pour nos systèmes de mesure Formline : Les appareils traditionnels de mesure de la forme et de la circularité servent à déterminer les caractéristiques de forme et de position en orientant la pièce usinée sur l’axe de rotation. Les appareils de mesure d’arbres, quant à eux, permettent de contrôler les vilebrequins et les arbres à cames en serrant la pièce entre les pointes et servent à déterminer des caractéristiques dimensionnelles supplémentaires.
Étalons pour appareils de mesure de forme et de circularité

Étalons d’agrandissement
- Étalonnage selon les normes ISO 12181-1, DAkkS-DKD-R 4-4
- Les étalons d’agrandissement et d’aplatissement sont utilisés pour le contrôle ou l’ajustement dynamique de l’agrandissement vertical de l’appareil de mesure
- Il s’agit de cylindres de précision aplatis dont la profondeur d’aplatissement (le flick) est étalonnée sous la forme d’un écart de circularité
- En acier inoxydable, d’où sa résistance à l’usure et à la corrosion
- Détermination des écarts de circularité pour tous les filtres de longueur d’onde courants
- Incertitude de mesure ≥0,1 µm
- Avec certificat d’étalonnage DAkkS-DKD

Étalons de circularité
- Étalonnage selon la norme ISO 12181-1, DAkkS-DKD-R 4-4
- Les étalons de circularité se composent d’une sphère de précision
- Ils servent à contrôler ou à ajuster l’écart du guidage en rotation (axe C) sur les appareils de mesure de circularité ou de forme
- En céramique, d’où leur résistance à l’usure et leur durabilité extrêmes
- Détermination des écarts de circularité pour tous les filtres de longueur d’onde courants
- Erreur de circularité ≤ 0,03 µm
- Incertitude de mesure ≥0,025 µm
- Avec certificat d’étalonnage DAkkS-DKD

Colonnes de mesure | Cylindres
- Étalonnage selon la norme ISO 12181-1, DAkkS-DKD-R 4-4
- Étalon multifonction de contrôle et d’étalonnage partiel des appareils de mesure de forme ou de circularité
- Cylindre de précision en acier inoxydable
- Caractéristiques étalonnées : Écart de circularité, de rectitude, de parallélisme, de planéité et de cylindricité
- L’étalonnage est effectué auprès de l’Institut fédéral suisse de métrologie METAS (analogue au PTB) en raison de leurs très faibles incertitudes de mesure

Étalons de torsion
- Étalonnage selon la norme MBN 31 007-7
- Pour la détermination des paramètres de torsion en conformité avec la norme technique MBN 31 007-7
- Saisie en trois dimensions de la surface des cylindres et évaluation des caractéristiques d’étanchéité pour les joints radiaux d’arbres
- Cylindres inoxydables. Dans la surface de la paroi intérieure, un profil de torsion spécial à plusieurs filets est rectifié
- Détermination des paramètres de torsion DG, DP, Dt et DF
- Livraison dans un kit composé d’un étalon avec filetage 10 (DN10) et d’un étalon avec filetage 30 (DN30)
- Avec protocole d’étalonnage usine, car il n’existe aucun laboratoire accrédité DAkkS pour les caractéristiques de torsion

Étalons d’arbre unique
- Étalonnage selon la norme ISO 12181-1
- Pour le contrôle dynamique de la sensibilité d’un appareil de mesure de forme et pour le contrôle des filtres au moyen d’une FFT (transformation de Fourier rapide)
- Cylindre dans lequel est incorporé un profil sinusoïdal avec 500 ondes
- Détermination de la hauteur d’amplitude H500 et des écarts de circularité pour tous les filtres de longueur d’onde courants
- Avec certificat d’étalonnage usine, car aucun laboratoire n’est accrédité par le DAkkS pour effectuer les transformations de Fourier rapides
Étalons pour appareils de mesure de vilebrequins et d'arbres à cames

Étalons d’arbres à cames
- Étalonnage selon la norme ISO 15530-3
- Étalon multifonction de contrôle ou d’étalonnage d’appareil de mesure d’arbres à cames
- Sur le modèle d’un arbre à cames courant dans la pratique, composé de trois paliers principaux (L1, L2 et L3), de deux cames (N1 et N2) et de deux disques circulaires excentriques (Ex1 et Ex2) qui représentent la course de came
- Évaluation des écarts de forme et de dimensions pour tous les paramètres essentiels : forme de la came, course de la came, hauteur et largeur de la came, rayon et battement radial de base de la came, angle de came, diamètre, circularité, rectitude, parallélisme et forme cylindrique
- Avec certificat d’étalonnage usine, car le PTB n’est pas en mesure d’apporter la traçabilité avec la précision requise à l’heure actuelle

Logiciel d’évaluation Tolaris Shaft certifié PTB
- Algorithmes d’évaluation validés par le PTB pour la comparabilité des stratégies d’évaluation et l’examen de l’impact du logiciel sans référence au processus de mesure purement mécanique
- Détermination de l’incertitude de mesure à l’aide de données de référence synthétiques
- Incertitude de mesure du logiciel certifiée

Étalons de vilebrequins | Contrôleurs de système
- Étalonnage selon la norme ISO 12181-1, DAkkS-DKD-R 4-4
- Pour le contrôle ou l’étalonnage d’un appareil de mesure de vilebrequin
- Sur le modèle d’un vilebrequin, composé de deux excentriques et de deux paliers
- Avec certificat d’étalonnage usine pour les écarts de forme et de position suivants : circularité, rectitude, parallélisme, forme cylindrique et planéité
- Avec étalonnage DAkkS-DKD supplémentaire par l’intermédiaire d’un laboratoire d’étalonnage externe pour les caractéristiques dimensionnelles de diamètre, de longueur et d’angle

Étalons de circularité | Dispositif de contrôle
- Étalonnage selon la norme ISO 12181-1, DAkkS-DKD-R 4-4
- Contrôle ou étalonnage des erreurs de circularité
- Fixation centrique et excentrique dans une machine de mesure de vilebrequins
- Se compose d’un disque cylindrique en acier trempé inoxydable de haute précision
- Avec certificat d’étalonnage DAkkS-DKD pour l’écart de circularité
Aperçu des étalons et des prestations
Étalons de contour
Certificats d’étalonnage DAkkS-DKD pour les étalons de contour

Étalon de contour KN8
- Étalonnage selon les normes ISO 15530-3 et VDI/VDE 2629-1
- Pour le contrôle ou l’étalonnage des appareils de mesure de contour
- Étalon multifonction permettant de vérifier les caractéristiques suivantes : distances (directions X et Z), rayons (convexes et concaves) et angles (intérieurs et extérieurs)
- En métal dur, donc inoxydable
- Forme de profil constante dans le sens transversal
- Avec certificat d’étalonnage DAkkS-DKD

Kits d’étalonnage
Les kits d’étalonnage se composent de billes d’étalonnage et de cales étalon utilisées pour l’ajustement de l’appareil de mesure et l’étalonnage des bras de palpage.
- Étalonnage selon le procédé à deux points KMG-ou VDI/VDE/DGQ 2618-1
- Bille d’étalonnage de différents diamètres en fonction de l’appareil de mesure de contour utilisé ; en céramique ou en rubis, d’où leur résistance à l’usure et leur grande précision
- Cales étalon de différentes hauteurs en fonction de l’appareil de mesure de contour utilisé ; en céramique ou en métal dur, d’où leur résistance à l’usure et à la corrosion
- Étalonnage DAkkS-DKD au sein d’un laboratoire externe
Aperçu des étalons et des prestations
Étalons Opticline
Certificats d’étalonnage DAkkS-DKD pour étalons Opticline
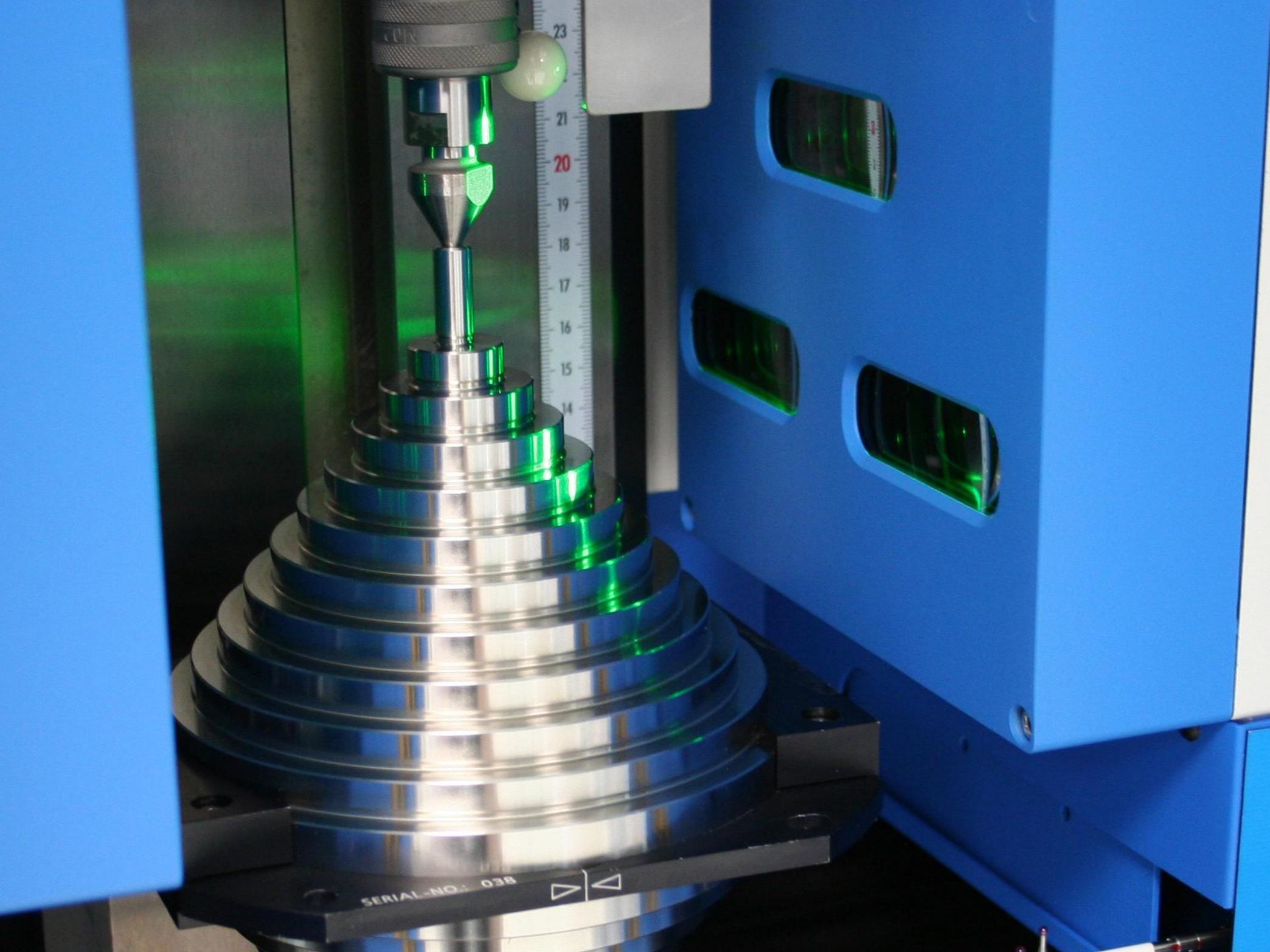
Arbres à étages
- Pour le contrôle ou l’étalonnage du système de traitement d’images dans le sens de rotation
- Se compose de disques cylindriques de différents diamètres ; le diamètre maximal du disque dépend de la plage de mesure de la machine Opticline à vérifier
- Étalonnage DAkkS-DKD au sein d’un laboratoire externe

Arbres à brides
- Pour le contrôle ou l’étalonnage de l’axe longitudinal du système de mesure d’arbres
- Deux diamètres disponibles le long de l’axe longitudinal
- Un arbre correspond à plusieurs longueurs de contrôle pour lesquelles le palpage est effectué sur des surfaces planes, dans les deux directions et en alignement
- Détermination de l’incertitude de mesure à l’aide de données de référence synthétiques
- Étalonnage DAkkS-DKD au sein d’un laboratoire externe
Aperçu des étalons et des prestations
Étalons pour Visionline
Étalons pour systèmes de contrôle optiques

Des bagues de contrôle sont utilisées pour le contrôle et l’étalonnage de capteurs optiques dans le cadre de l’inspection d’alésages (capteurs Visionline B). Des bagues de différents diamètres sont employées en fonction du diamètre de contrôle du capteur. Il existe trois tailles de capteurs Visionline : B5, B20 et B100.
Bagues de contrôle du système
- Pour l’étalonnage régulier et le contrôle du système de la perte de luminosité, de l’encrassement de la lentille, etc.
- Chaque bague de contrôle du système contient plusieurs cercles de différentes tailles et à une distance définie qui peuvent être testés et évalués
- La stabilité dimensionnelle des cercles est traçable aux normes nationales
- Étalonnage au sein d’un laboratoire externe
- Avec rapport d’étalonnage usine, indication des incertitudes de contrôle incluse
Aperçu des étalons et des prestations
Prestations d’étalonnage pour appareils de mesure
Appareils de mesure de rugosité
Certificats d’étalonnage DAkkS-DKD pour appareils de mesure de rugosité
Les systèmes de mesure de rugosité doivent répondre à des exigences élevées, car ils mesurent avec une grande précision les paramètres de rugosité de surfaces présentant les structures les plus diverses sur différents matériaux. Différents étalons certifiés DAkkS-DKD sont utilisés pour leur étalonnage, et ce, en raison de la diversité de ces appareils et de leurs modes de fonctionnement.
- Étalonnage réalisé en règle général sur site, idéalement suite à la maintenance de l’appareil de mesure
- Étalonnage selon la norme ISO 12179 et la directive de l’office allemand d’étalonnage DAkkS-DKD-R 4-2 feuille 2
- Conformément aux spécifications DAkkS-DKD, seuls les système de mesure de rugosité munis d’un capteur à niveau de référence peuvent être étalonnés DAkkS
- Avec certificat d’étalonnage DAkkS-DKD
Aperçu des prestations de service
Systèmes de mesure optique d’arbres
Certificats d’étalonnage DAkkS-DKD pour systèmes de mesure optique d’arbres

JENOPTIK Industrial Metrology Germany GmbH a été le premier laboratoire d’étalonnage DKD certifié pour mesurer les diamètres et les longueurs sur les appareils de mesure optique de la gamme Opticline.
- Étalonnage réalisé en règle général sur site, idéalement suite à la maintenance de l’appareil de mesure
- Étalonnage du système de mesure d’arbres Opticline réalisé par un contrôleur certifié à l’aide de deux étalons DAkkS-DKD pour le diamètre et la longueur
- Calcul de l’incertitude de mesure à la fois sur la base de composants fixes et des conditions environnementales réelles
- Avec certificat d’étalonnage DAkkS-DKD
Aperçu des prestations de service
Normes et directives
ISO/CEI 17025
L’accréditation des laboratoires d’étalonnage DKD est effectuée conformément à la norme internationale ISO/CEI 17025. Cette norme définit les exigences générales en termes de compétence, de système de gestion de la qualité, d’impartialité et d’uniformité des méthodes de travail de ces laboratoires. Elle a pour objectif de renforcer la confiance dans les résultats de mesure des étalonnages DAkkS-DKD. Ainsi, l’ensemble des laboratoires DKD travaille selon les exigences de cette norme.
ILAC
ILAC, acronyme d’International Laboratory Accreditation Cooperation, est une association internationale d’organismes d’accréditation qui intègre également les laboratoires d’étalonnage accrédités selon la norme ISO/CEI 17025. L’association gère les accords internationaux de ces laboratoires d’étalonnage dans les domaines de l’évaluation de la conformité et crée les conditions-cadres pour les échanges internationaux de prestations d’étalonnage.
Une accréditation ILAC garantit l’acceptation des rapports de contrôle et d’inspection, des certificats d’étalonnage accrédités dans le monde entier ainsi que des résultats des essais d’aptitude. Les laboratoires d’étalonnage sont en droit d’utiliser le sigle combiné ILAC/MRA (Mutual Recognition Arrangement) sur les certificats d’étalonnage entrant dans le champ d’application de l’accréditation DAkkS.
IATF 16949:2016
La norme IATF 16949 de système de gestion de la qualité (QMS) définit les exigences de base des systèmes de gestion de la qualité dans l’industrie automobile. Cette norme ne doit pas être appréhendée seule mais en lien avec la norme ISO 9001. Il y est clairement stipulé que les étalonnages accrédités sont les seuls autorisés dès lors qu’il existe une accréditation pour le paramètre de mesure. Dans un tel cas, les étalonnages usine ne sont pas autorisés.
Le chapitre 7.1.5.3.2 de la norme définit les exigences auxquelles les laboratoires externes doivent se conformer pour être autorisés à fournir des prestations d’étalonnage et de contrôle, à savoir :
- Accréditation en conformité avec la norme ISO/CEI 17025 ou norme similaire
- La prestation d’étalonnage doit entrer dans le champ d’application de l’accréditation
- Le certificat d’étalonnage doit faire figurer un sigle d’accréditation de la société nationale d’accréditation
ISO 21920
ISO 21920 est une nouvelle série de normes dans le domaine de la technique de mesure de la rugosité. Elle actualise, rassemble et remplace un grand nombre de normes relatives à la rugosité (ISO 4287, ISO 13565, etc.). Elle simplifie les spécifications techniques (dessins) et le cas échéant, peut être spécifiée de manière très flexible selon le fonctionnement et la fabrication.
Les anciennes normes de profils étant amenées à être utilisées encore longtemps dans la pratique, elles sont conservées pour les dessins existants. Les modifications et les nouveaux dessins techniques doivent quant à eux être établis en conformité avec la norme ISO 21920. Les modifications apportées à la plupart des conditions de mesure et des paramètres de rugosité sont mineures. En ce qui concerne les résultats d’étalonnage des étalons de rugosité, les changements des valeurs d’étalonnage ne sont que très légers. Dans la majorité des cas, ils se situent dans la fourchette d’incertitude de mesure indiquée. Le paramètre Rmax est remplacé par Rzx et il est possible de choisir les conditions de mesure dans les catégories de réglage. Les filtres lc et ls se sont vu attribuer les nouvelles désignations Nic et Nis.
Le laboratoire d’étalonnage DKD de JENOPTIK Industrial Metrology Germany GmbH est accrédité selon la nouvelle série de normes ISO 21920. Vous avez ainsi la possibilité de choisir les normes selon lesquelles vous souhaitez étalonner vos étalons.
PTB, DKD & DAkkS

Hiérarchie d’étalonnage
Physikalisch-Technische Bundesanstalt (PTB)
Le PTB est l’institut de métrologie national de la République fédérale d’Allemagne. Il s’agit d’un institut de recherche et d’une autorité fédérale supérieure du ministère fédéral de l’Économie et du Climat. Il est chargé des questions de métrologie dans le domaine de la science et de l’économie. Le PTB possède les étalons de mesure contraignants sur le plan juridique en Allemagne pour les unités de mesure servant de référence aux étalonnages nécessaires.
Deutscher Kalibrierdienst (DKD) et Deutsche Akkreditierungsstelle (DAkkS)
Le DKD regroupe les laboratoires d’étalonnage des entreprises industrielles, des instituts de recherche, des autorités techniques et des établissements de surveillance et de contrôle depuis sa création, en 1977. Le 3 mai 2011, le DKD a été refondé en tant qu’organe technique du PTB et des laboratoires accrédités. Cet organe porte le nom de Deutscher Kalibrierdienst (DKD) ; il est sous la direction du Physikalisch-Technischen Bundesanstalt (PTB).
Les directives et les guides élaborés par le DKD sont représentatifs de l’état de la technique dans le domaine spécialisé concerné et sont à la disposition du Deutsche Akkreditierungsstelle GmbH (DAkkS) pour l’accréditation des laboratoires d’étalonnage. Les laboratoires d’étalonnage sont accrédités et contrôlés par le DAkkS en qualité de successeur légal du DKD. Ils réalisent les étalonnages d’appareils de mesure et de mesures matérialisées pour les paramètres et les plages de mesure définis dans le cadre de l’accréditation. Les certificats d’étalonnage qu’ils délivrent sont la preuve de la traçabilité aux étalons de mesure nationaux tels que requis par la série de normes ISO 9000 et la norme ISO/CEI 17025.
Source : Guide DKD-L 4-1 Prüfwertunsicherheit in der Konformitätsbewertung (Incertitude des valeurs d’essais dans l’évaluation de la conformité), édition 04/2024, Révision 0, Physikalisch-Technische Bundesanstalt, Brunswick et Berlin. DOI : 10.7795/550.20240412
Glossaire
Plus petite incertitude de mesure possible
Les certificats d’accréditation des laboratoires d’étalonnage DKD indiquent la meilleure incertitude de mesure possible. Le laboratoire ne doit pas indiquer d’incertitudes de mesures plus faibles dans le cadre de l’accréditation. La plus petite incertitude de mesure permet de déterminer la performance d’un laboratoire.
L’accréditation DAkkS du laboratoire d’étalonnage DKD de JENOPTIK Industrial Metrology Germany GmbH propose les plus petites incertitudes de mesure ci-après :
- 12 nm
- 0,012 µm
- 0,000012 mm
- 0,000000012 m
Cette longueur est 12 500 fois plus petite que le diamètre d’un cheveu humain.
Durée de validité de l’accréditation DAkkS
Les réglementations relatives à la durée de validité d’une accréditation DAkkS ont changé à plusieurs reprises au fil des ans. Depuis l’arrêt du Tribunal administratif fédéral (BVerwG) sur la limitation de durée des accréditations du 19 septembre 2018, les certificats d’accréditation sont délivrés sans limitation dans le temps. Ils restent valables jusqu’à ce que le DAkkS les révoque, les suspende, leur apporte des restrictions ou les modifie, ou dès lors que l’organisme renonce à son accréditation.
L’état actuel des accréditations valides et contrôlées figure dans la base de données de l’organisme allemand d’accréditation (www.dakks.de).
Intervalle d’étalonnage
Il n’y a pas de prescription quant à la fréquence d’un étalonnage, il appartient à chaque entreprise de la définir. Les facteurs tels que les coûts engendrés et le risque que présentent des résultats de mesure incorrects jouent ici un rôle important. Le laboratoire d’étalonnage ou le fabricant des systèmes de mesure ont uniquement un rôle de conseil. En effet, seule l’entreprise connaît les aspects pertinents qui lui permettront de prendre sa décision, notamment la fréquence et le lieu d’utilisation, les processus de contrôle ou les conséquences économiques des mesures erronées.
Traçabilité
Les appareils de mesure de rugosité, de forme, de contours et d’arbres HOMMEL ETAMIC permettent de mesurer les paramètres et les caractéristiques les plus variés. Mais tous ces appareils ont une chose en commun : ils mesurent les longueurs. Afin de garantir que les valeurs obtenues avec l’aide de ces systèmes de mesure sont correctes et fiables, à l’instar des moyens de mesure (étalons), elles doivent pouvoir bénéficier de la « traçabilité » selon toutes les normes de qualité courantes.
Le terme de traçabilité décrit le processus en une ou plusieurs étapes par lequel il est possible de comparer la valeur de mesure obtenue par un appareil ou un étalon avec la valeur de mesure correspondante de l’étalon national. Dans le cas de HOMMEL ETAMIC, cela signifie que tous les appareils de mesure et les étalons doivent pouvoir être comparés directement (ou en plusieurs étapes) avec les étalons calibrés par le PTB.
Ainsi, le lien est garanti avec le système international d’unités (SI). qui s’appuie sur le système international de grandeurs (SIG). Le SIG a été introduit en 1960 et constitue aujourd’hui le système d’unités de grandeurs physiques le plus répandu au monde. Afin de définir aussi précisément que possible les sept unités du SI (durée, longueur, masse, température, etc.) et de manière à ce qu’elles soient reproductibles, on tente de déterminer tous ces paramètres au moyen d’une constante naturelle invariable.
Le laboratoire d’étalonnage DKD de JENOPTIK Industrial Metrology Germany GmbH possède des étalons calibrés par le PTB pour tous les domaines accrédités, lesquels sont reliés et traçables aux unités du SI par l’intermédiaire du PTB en qualité d’Institut de métrologie fédéral d’Allemagne.
Exemple : Historique : la définition de la « longueur »
- 1875 | Initialement, le mètre devait correspondre au quarante millionième de la circonférence de la terre.
- 1889 | L’Assemblée nationale de Paris donne l’ordre de faire couler une barre de 1 mètre en platine-iridium. Néanmoins, le mètre-étalon obtenu n’est pas encore d’une précision suffisante.
- 1960 | Le mètre est défini comme étant égal à à 1 650 763,73 fois la longueur d’onde dans le vide qui correspond au rayonnement de l’isotope du krypton lors de la transition entre les niveaux 5d5 et 2p10.
- 1983 | Le mètre est défini comme la longueur du trajet parcouru dans le vide par la lumière pendant 1/299 792 458 de seconde et donc la longueur sur la constante naturelle de la vitesse de la lumière c.
Télécharger le certificat d’accréditation DAkkS
Des questions sur nos produits ou notre service ? Nos experts se feront un plaisir de vous répondre !
